型号 因为数控车床分度蜗杆副生产制造及安裝偏差导致健身运动轴力;十字滑台放心锥型滑轨副空隙过大,导致操作台健身运动轴线不稳定;滚刀主轴轴承系统软件径向圆柱度过大或压力轴承咬烂。磨前滚刀根据提升 分度蜗杆副的生产制造精度和安裝精度,提升 操作台锥型滑轨副的相互配合精度,提升 滚刀主轴轴承系统软件径向精度,拆换咬烂的平面图轴等方式 处理。 滚刀的轴向和径向圆柱度过大;分度蜗杆和分度蜗轮蜗杆齿距偏差;齿坯安裝轴力,根据提升 滚刀的安裝精度,修补或拆换分度蜗杆副,清除齿坯安裝偏差等方式 处理。

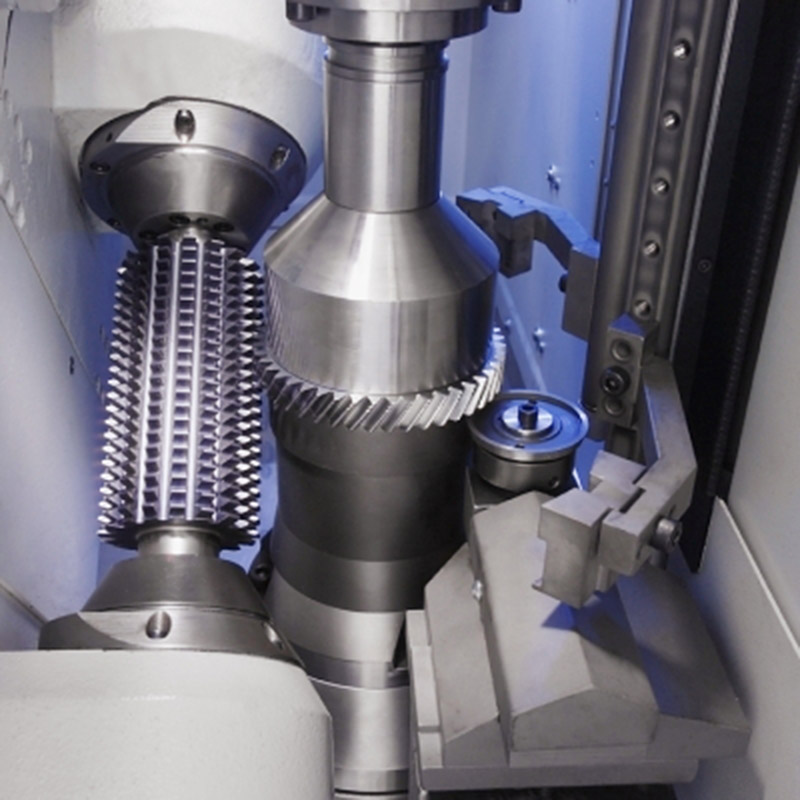
型号 齿轮齿条车刀选用性能卓越硬质合金刀具原材料生产制造,可热前软滚,使用期限较弹簧钢端铣刀大幅度提高,也可热后硬滚,是以滚代磨的挑选,用于加工该零件上的长齿轮齿条,不但确保了规格精密度、外表粗糙度规定,且制做起來简便易行,性价比高,数控刀片转速比无极可调式,可随意设置切削用量、走刀深层和循环系统频次,数控车床安裝有輔助上刀设备,主运动选用镶钢滑轨和翻转体构造。

1. D1 它有极高的硬度和耐磨性,与金属摩擦系数很小,切削刃极锋利,能切下极薄切屑,有很好的导热性,较低的热膨胀系数,但它的耐热温度较低,在700~800℃时易脱碳,失去硬度,抗弯强度低,对振动敏感,与铁有很强的化学亲合力,不宜加工钢材,主要用于有色金属及非金属的精加工,超精加工以及作磨具、磨料用。2.立方氮化硼:是由立方氮化硼(白石墨)在高温高压下转化而成的,其硬度仅次于金刚石,耐热温度可达1400℃,有很高的化学稳定性,较好的可磨性,抗弯强度与韧性略低于硬质合金。一般用于高硬度,难加工材料的半精加工和精加工。