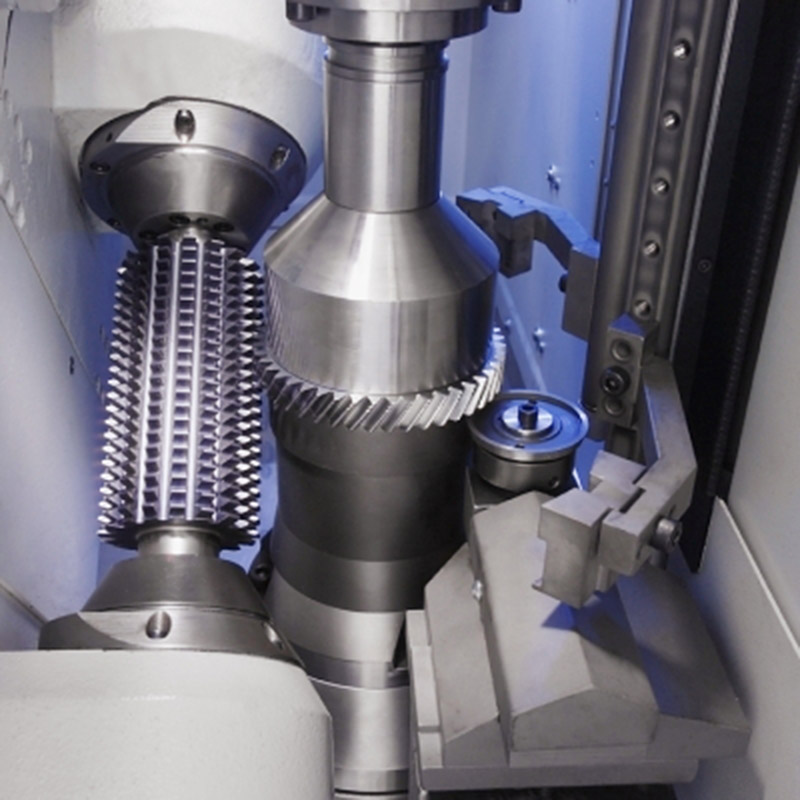
厂 三角花键轴插齿刀的转动运动和产品工件的转动运动构成复合型运动,产生产品工件的渐开线齿轮齿廓;插齿刀的往复式运动产生产品工件齿长方位的输电线,是一个简易运动,也是插齿时的主运动。 插齿时,最先是插齿刀相对性产品工件作轴向进入,直至全齿深时终止进入,复合型运动,切齿深及时时,产品工件再掉转一圈后,齿轮加工完善,随后插齿刀与产品工件迅速分离,数控车床全自动终止。

厂 伴随着端铣刀原材料的发展、端铣刀生产制造加工工艺的数控机床化,为快速高效率滚齿给予了强有力确保,为齿轮的齿形齿向修型造就了标准,实际中,滚齿技术性的发展已将剃齿品质的平稳给予了标准;换句话说,剃齿品质的平稳(尤其是径向偏差)在一定水平上务必依靠剃前滚齿的确保。