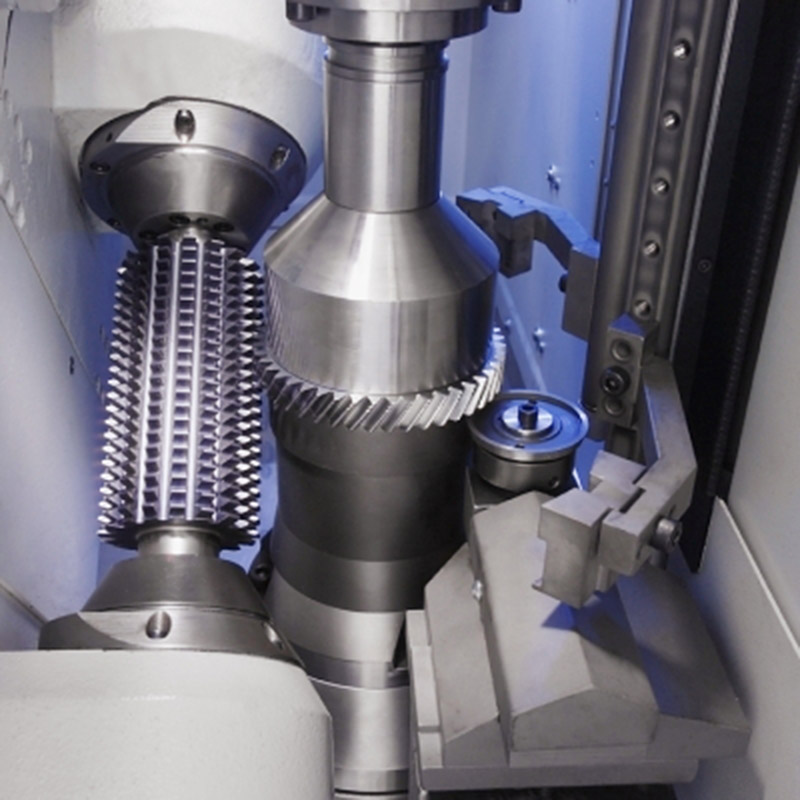
厂按构造分成:总体滚刀,焊合滚刀,装配式建筑滚刀,和内孔健槽试滚刀等。 滚刀选用弹簧钢,经解决后再加工确保加工中的精度再热处理再开展切削加工,那样不仅提升 了数控刀片的抗压强度和延展性,精度也极大地提升 了,开展表面的钛镀层解决提升 数控刀片的耐磨性能和使用寿命。

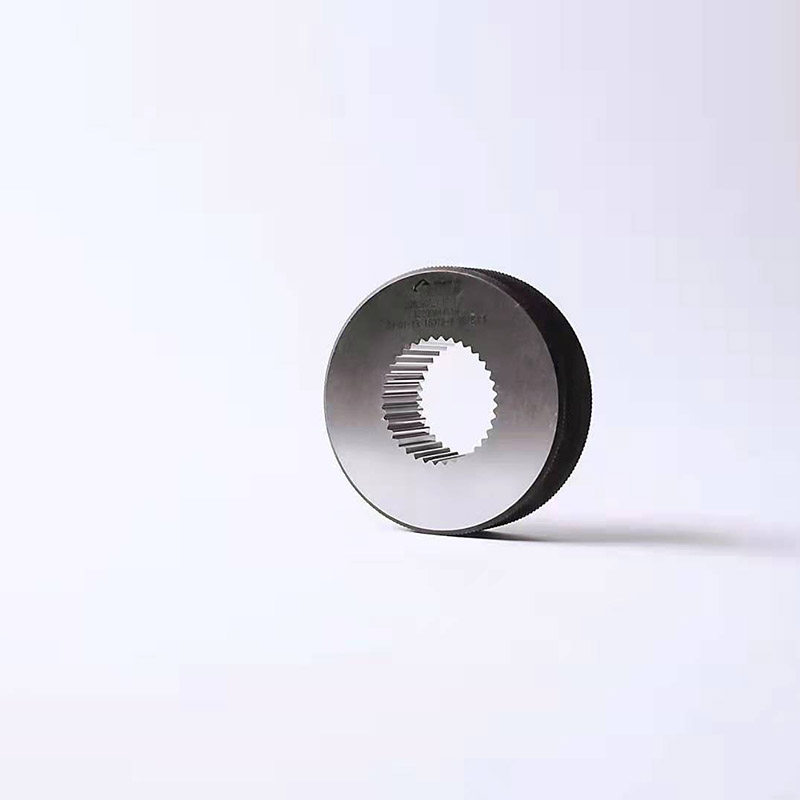
键槽拉刀称由于拉刀各刀齿的切削刃与拉刀支持平面的距离各不相同,当各刀齿顺次切入工件时,从切削刃到工件轴线的最小距离也逐齿变化,从而决定了各刀齿切除金属层的厚度。拉刀可在1次工作行程中完成粗、半精和精加工,且每加工阶段可安排不同的加工余量。由于工件的径向尺寸由刀具安装位置决定,与进给运动的时间无关,因此加工精度易于保证。

拉刀正确的保养及维护方法:(1)请勿在拉床床等硬物体上放置拉刀,避免与硬物碰撞,以免损伤刀齿。(2)拉刀使用完毕,清洗干净后垂直吊在架上,以免拉刀因自重而弯曲变形。在架上各拉刀之间,为防止两拉刀相撞而损坏齿,应用板子分开或保持足够距离。(3)在运输拉刀时,更应注意对拉刀齿的保护。拉刀应在专用的木箱中放置牢固,避免在运输过程中发生滚轮碰撞损伤。如运输用的拉刀超过两把,请用木板隔开或分箱放置,以免碰撞。

在长刀座6上顺次布置了若干刀槽,为满足齿升量的不同要求,各刀槽的底面高度尺寸各不相同。加工时,切削平面与工件的回转轴线相互平行。由于可转位刀片的刃长较窄,而需加工的轴颈较宽,因此需将多个可转位刀片沿轴颈轴线方向并排布置,以到达轴颈宽 度,两相邻刀片应在相交处的左右各堆叠1部份,以保证加工后不留刀痕。