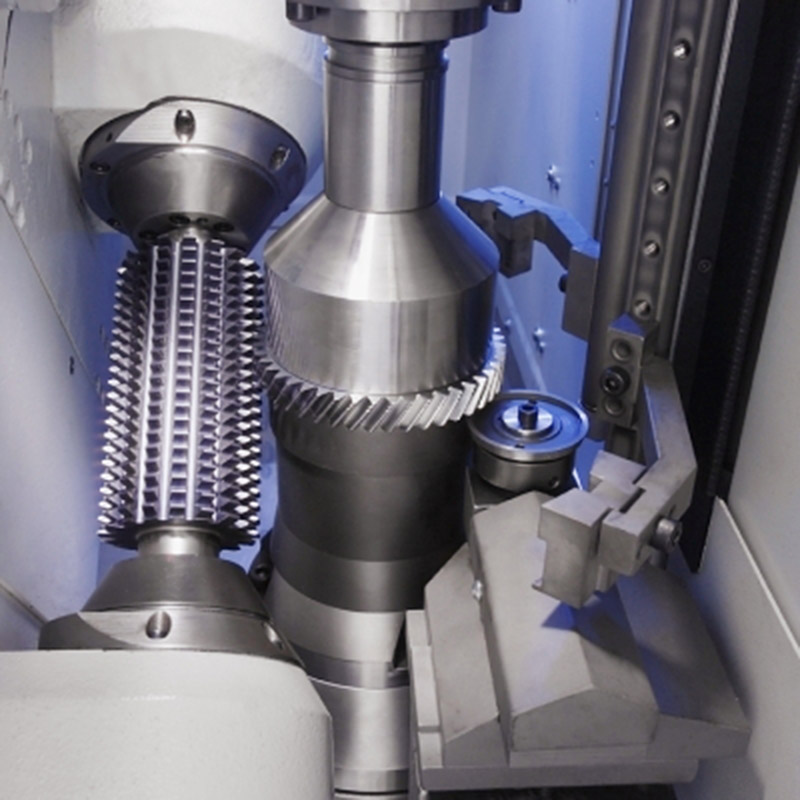
批发 三角花键轴插齿刀的转动运动和产品工件的转动运动构成复合型运动,产生产品工件的渐开线齿轮齿廓;插齿刀的往复式运动产生产品工件齿长方位的输电线,是一个简易运动,也是插齿时的主运动。 插齿时,最先是插齿刀相对性产品工件作轴向进入,直至全齿深时终止进入,复合型运动,切齿深及时时,产品工件再掉转一圈后,齿轮加工完善,随后插齿刀与产品工件迅速分离,数控车床全自动终止。

拉刀的种类虽多,但结构组成都类似。如普通圆孔拉刀的结构组成为:柄部,用以夹持拉刀和传递动力;颈部,起连接作用;过渡锥,将拉刀前导部引入工件;前导部,起引导作用,防止拉刀歪斜;切削齿,完成切削工作,由粗切齿和精切齿组成;校准齿,起修光和校准作用,并作为精切齿的后备齿;后导部,用于支承工件,防止刀齿切离前因工件下垂而损坏加工表面和刀齿;后托柄,承托拉刀。

材料强度过高或过低的产品,工件在180~210HB的洗削性和洗削性都较好,对工件的表面质量也很好。在工件强度低于170HB或超过240HB的情况下,面向工件进行调质处理,以提高工件的切削性能。由于强度太低,洗削时常产生堆屑,造成拉刀断裂。洗削力太大,洗削时,切削力增加,长时间拉刀负荷过大,容易造成疲劳断裂。作业人员可以根据产品的切割形状来判断工件的洗刷性能。若为卷屑,则表明产品工件的切削性能良好;若为碎屑,则表示产品工件切削性能较差。

钨钛钴类硬质合金是以WC为基体,添加TiC,用Co作粘结剂烧结而成,代号为YT,一般适用于高速加工钢料。添加钽(铌)类硬质合金是在以上两种硬度合金中添加少量其它碳化物(如TaC 或NbC)而派生出的一类硬质合金,代号为YW,既适用加工脆性材料,又适用于加工塑性材料。常用牌号YW1、YW2。涂层刀具材料:硬质合金或高速钢刀具通过化学或物理方法在其上表面涂覆一层耐磨性好的难熔金属化合物,既能提高刀具材料的耐磨性,而又不降低其韧性。