键槽拉刀称由于拉刀各刀齿的切削刃与拉刀支持平面的距离各不相同,当各刀齿顺次切入工件时,从切削刃到工件轴线的最小距离也逐齿变化,从而决定了各刀齿切除金属层的厚度。拉刀可在1次工作行程中完成粗、半精和精加工,且每加工阶段可安排不同的加工余量。由于工件的径向尺寸由刀具安装位置决定,与进给运动的时间无关,因此加工精度易于保证。

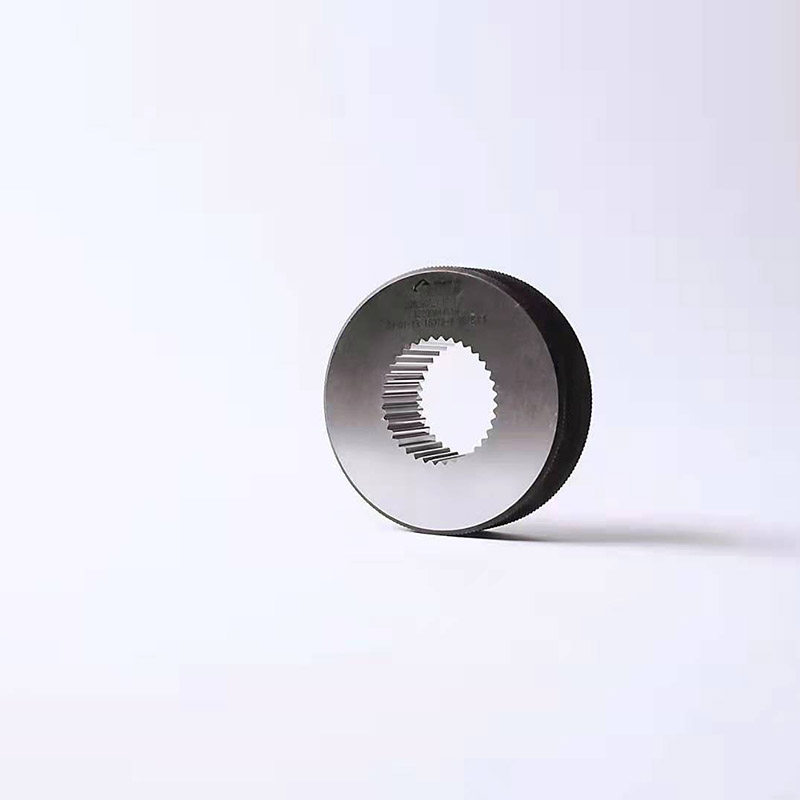
厂 该插齿刀的头颈与齿部中间设计方案为可插接式联接,当齿部损坏后只需拆换新的齿部而能够反复运用头颈和锥柄,提升了头颈与柄部的反复使用率,降低原材料的消耗,减少了应用成本费。插齿刀非常简单,只需将前刃口碾成恰当的圆锥面就可以。

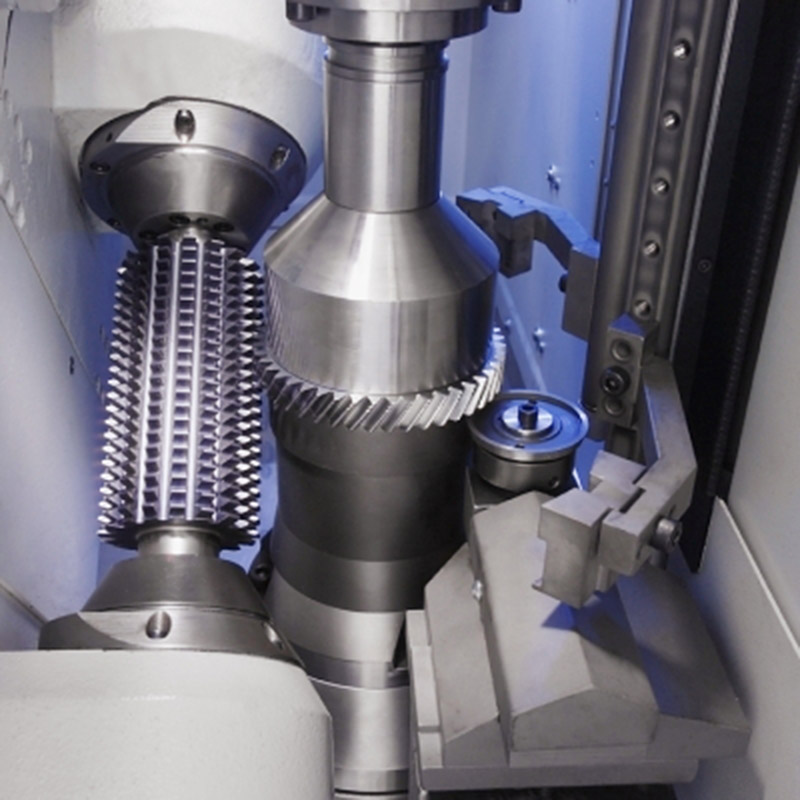
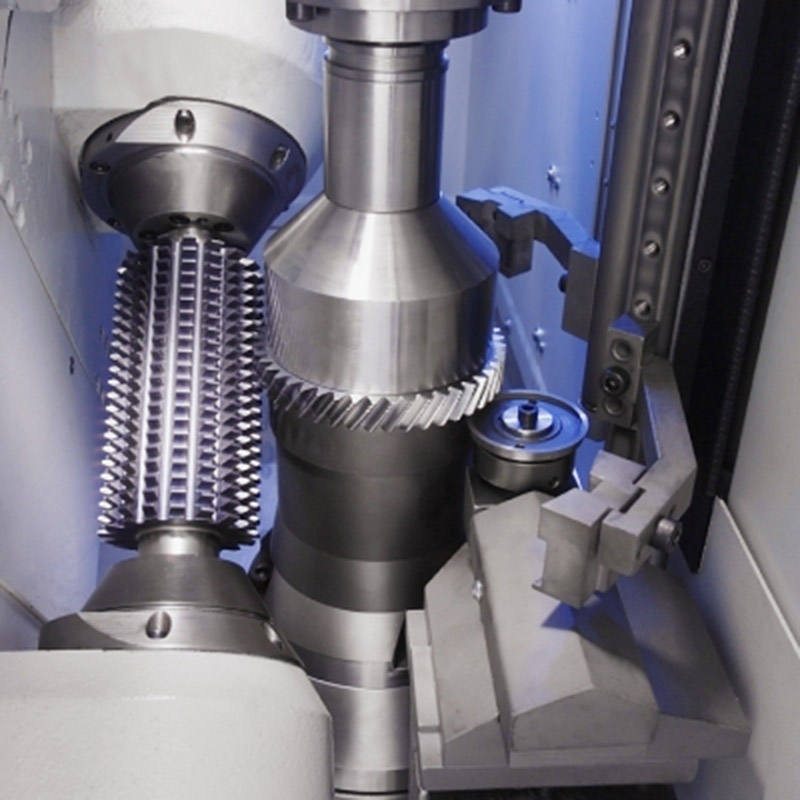
厂齿轮同样,加工时,插齿刀沿轮坯中心线方位做左右往复式的钻削运动,与此同时,数控车床的传动装置严苛地确保插齿刀与轮坯中间的齿合运动关联,关键用以加工各种直、斜齿传动系统齿轮齿条、汽缸活塞杆、汽车转向器齿轮齿条、蜗条的加工,尤其合适于机械设备、电梯轿厢和数控车床等加工制造业的批量生产。