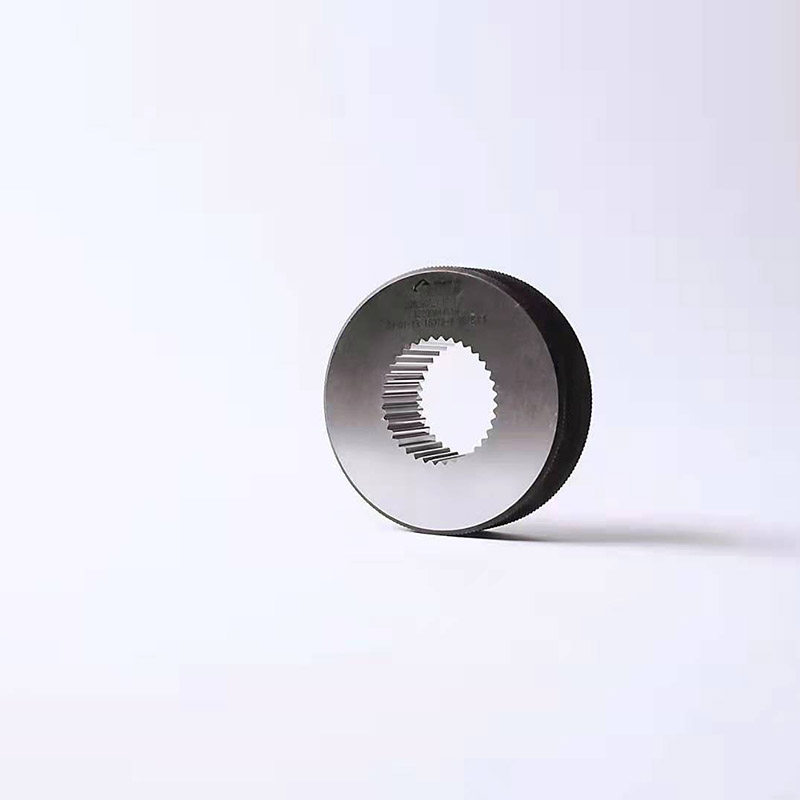
厂 三角花键轴插齿刀的齿顶在钻削全过程中进入被切齿轮根处的渐开线齿轮齿形时称之为根切,被加工齿轮的齿数越低,根切的概率就越大。齿轮衔接曲线图干预的限定:插齿刀在切齿时,不可以在全部齿表面切出来渐开线齿轮齿形,在齿轮根处是衔接曲线图。插齿刀齿数越低、齿形变位指数越大,则衔接曲线图就越长,如匹配齿轮的齿顶与该衔接曲线图触碰即造成干预。

厂 齿轮齿条车刀选用性能卓越硬质合金刀具原材料生产制造,可热前软滚,使用期限较弹簧钢端铣刀大幅度提高,也可热后硬滚,是以滚代磨的挑选,用于加工该零件上的长齿轮齿条,不但确保了规格精密度、外表粗糙度规定,且制做起來简便易行,性价比高,数控刀片转速比无极可调式,可随意设置切削用量、走刀深层和循环系统频次,数控车床安裝有輔助上刀设备,主运动选用镶钢滑轨和翻转体构造。

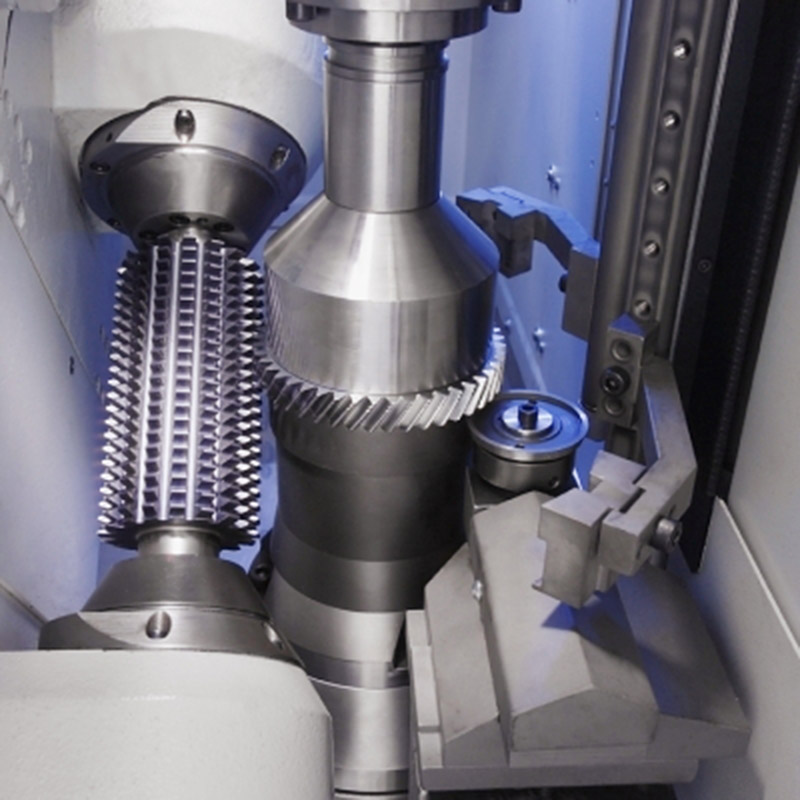
在长刀座6上顺次布置了若干刀槽,为满足齿升量的不同要求,各刀槽的底面高度尺寸各不相同。加工时,切削平面与工件的回转轴线相互平行。由于可转位刀片的刃长较窄,而需加工的轴颈较宽,因此需将多个可转位刀片沿轴颈轴线方向并排布置,以到达轴颈宽 度,两相邻刀片应在相交处的左右各堆叠1部份,以保证加工后不留刀痕。

厂 插齿刀的头颈和各自建在头颈两边的锥柄和齿部,锥柄与头颈的一端一体成形联接,齿部与头颈的另一端可拆式联接;在头颈的另一端配有转动轴,转动轴沿头颈的径向突显拓宽,转动轴包含先后联接的支撑点段和外螺纹段,在外螺纹段上设定有防松螺母;沿齿部的枢轴线设定有安裝孔,安裝孔与支撑点段相互配合。