定制 钻削运用对原材料明确提出很高的规定,必须的是具反过来特性的原材料,这促使其挑选越来越艰难并且对取得成功的生产制造全过程尤为重要,耐磨性能是*的,以提升再碾磨中间的特性及其生产制造构件的总数,可是另一方面,较高的可研磨性针对得到优良的表面和有效的数控刀片制造成本也很重要。

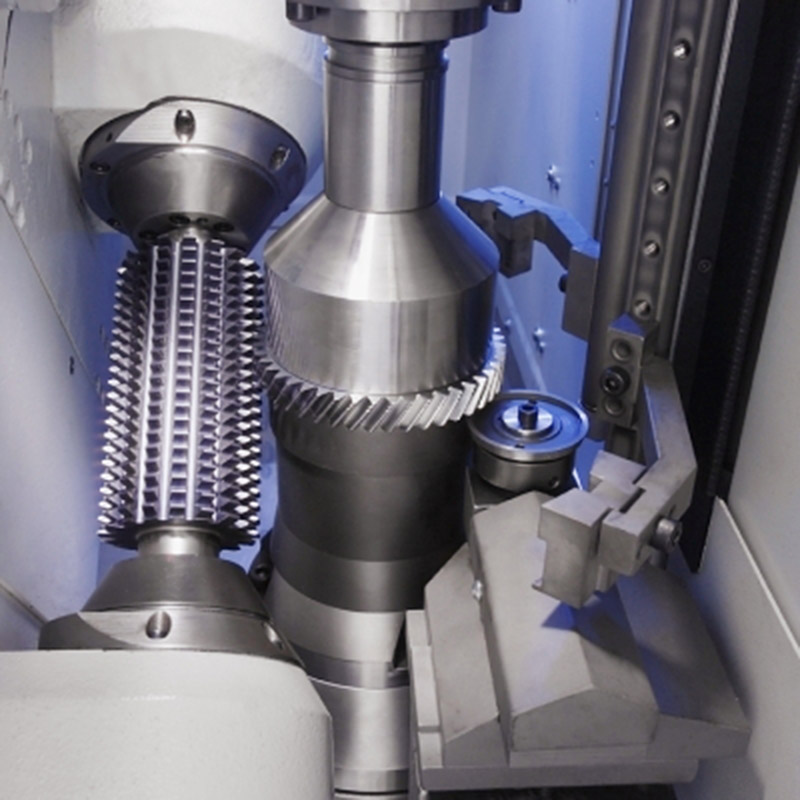
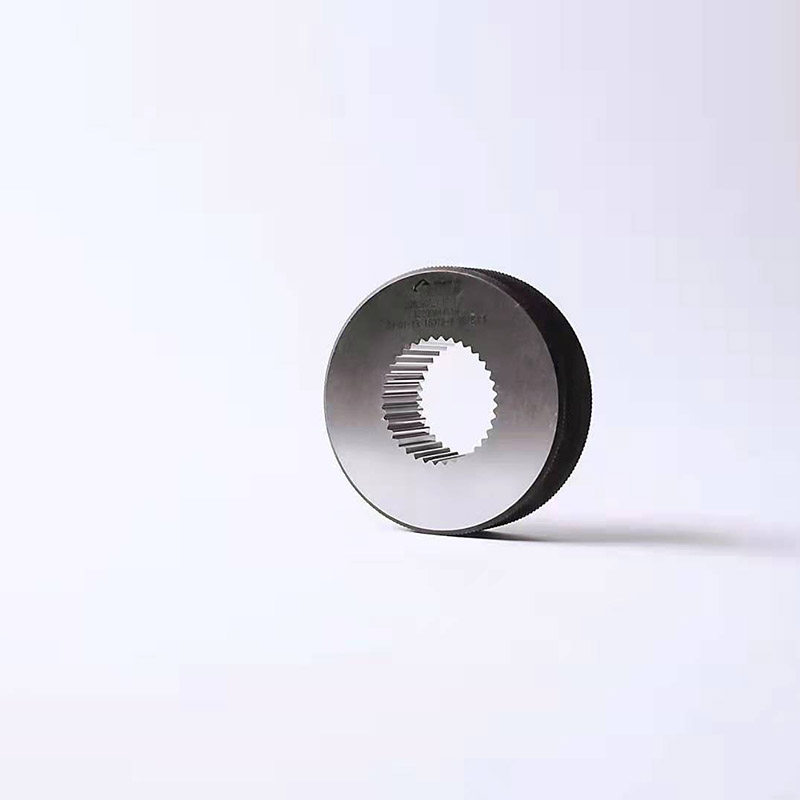
定制沿齿部的枢轴线设定有安裝孔,安裝孔与支撑点段相互配合。 因为洗削加工方式运用普遍,拉刀的种类也许多。按承受力不一样可分成拉刀和推刀,按加工产品工件的表层不一样可分成内拉刀和外拉刀,内拉刀是用以加工产品工件内表层的,普遍的有圆洞拉刀.健槽拉刀及花键轴拉刀等。

消除表面缺陷:拉削时表面产生鳞刺、纵向划痕、压痕、挤光、环形坡纹和啃刀等是影响拉削表面质量的常见缺陷,其形成原因很多,其中主要有:刃口钝化或微小崩刃、刃口粘屑,刀齿刃带过宽或宽度不均、前角太大或太小、拉削过程中产生振动。消除拉削缺陷,提高拉削表面质量的途径:1)提高刀齿刃磨质量,防止刃口微刃产生并保持刃口锋利。