首先、在购买一把放心的拉刀之前,我们必须首先确定该公司的资质证书。是否属于知名企业,资质证书如何?顾客评价如何?其次、为什么公司能向客户展示一把性能优异、质量高的拉刀?这就需要确定公司的资源是否有强大的服务支持,一般能稳定运营十几年以上;第三、商品特性,特性稳定,用过的客户续利率95%以上的公司,商品特性无疑不容易差;第四、产品报价透明,不二次收费,好的怕很贵,便宜的又怕不好,所以要估计商品的性价比高,同样的配置,同样的特点,大多数价格都起着根本的作用;最后、也是最重要的就是售后维修服务,售后维修服务能否保证7*24小时在线客服+技术咨询,及时及时的服务项目,让客户放心。

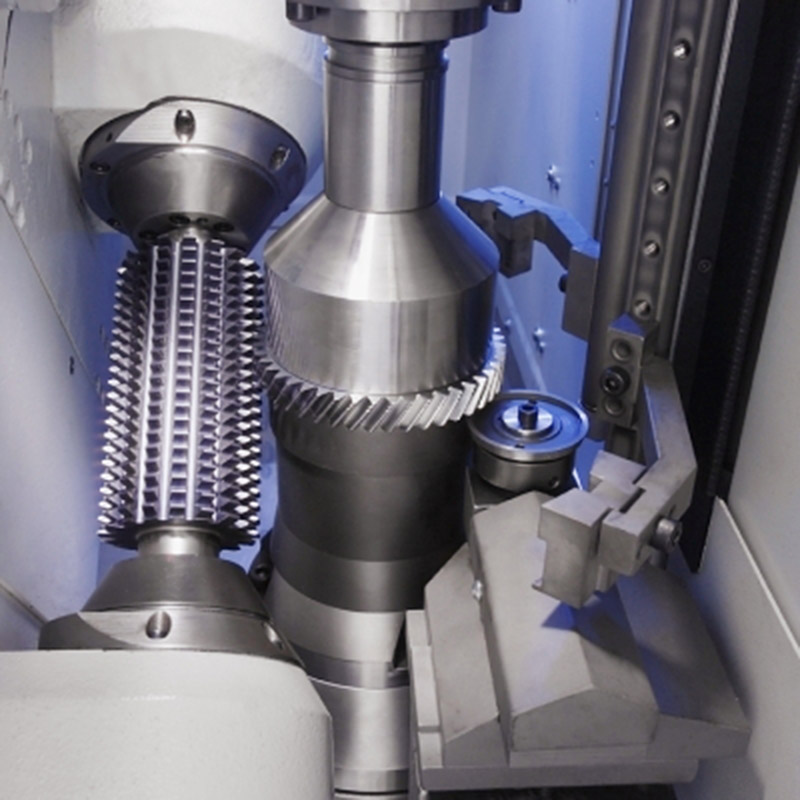
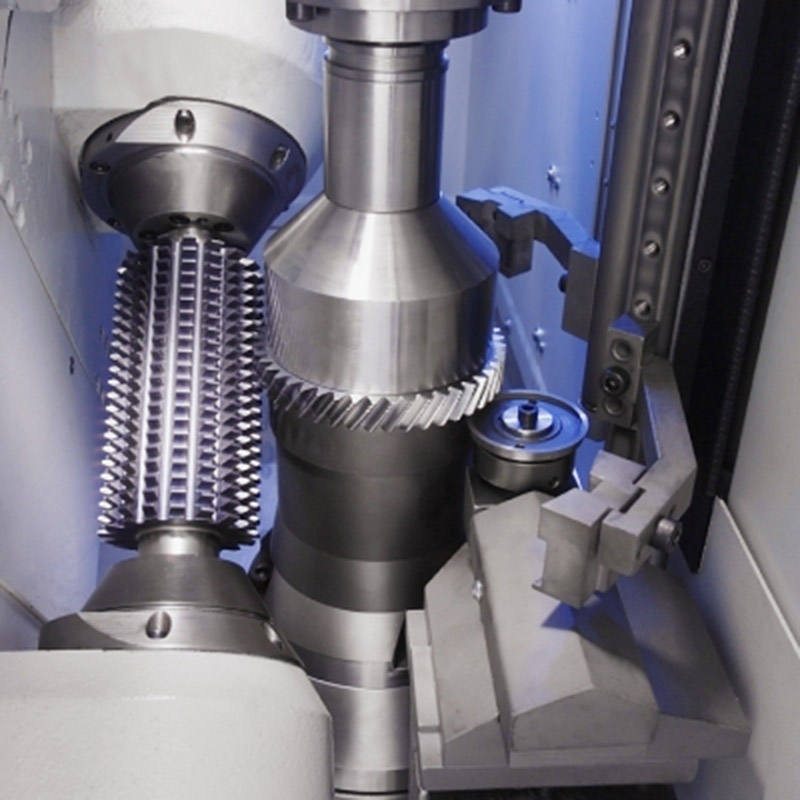
苏州型号为确保剃齿刀的使用期限和被剃齿轮在应用中的齿合稳定性,剃前齿轮齿形要做相对应的更改,维持一定的留剃容量,齿顶修缘,轮齿沉割。 剃前端铣刀减少了传动齿轮、丢掉了掛轮箱:减少了传动齿轮偏差,公法线长短变化量、周节积累偏差、轴向综合性尺寸公差的确保工作能力进一步提高,完成了调节自动化技术,不仅大大缩短了调整时间,并且提升 了调节的可靠性与准确性。

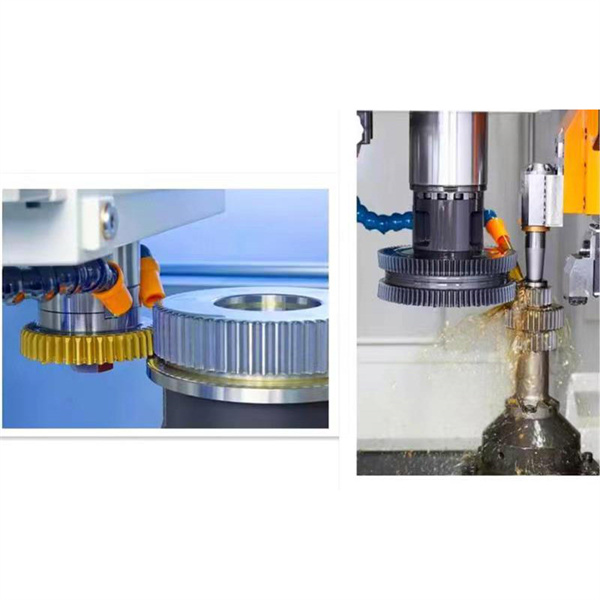
在长刀座6上顺次布置了若干刀槽,为满足齿升量的不同要求,各刀槽的底面高度尺寸各不相同。加工时,切削平面与工件的回转轴线相互平行。由于可转位刀片的刃长较窄,而需加工的轴颈较宽,因此需将多个可转位刀片沿轴颈轴线方向并排布置,以到达轴颈宽 度,两相邻刀片应在相交处的左右各堆叠1部份,以保证加工后不留刀痕。
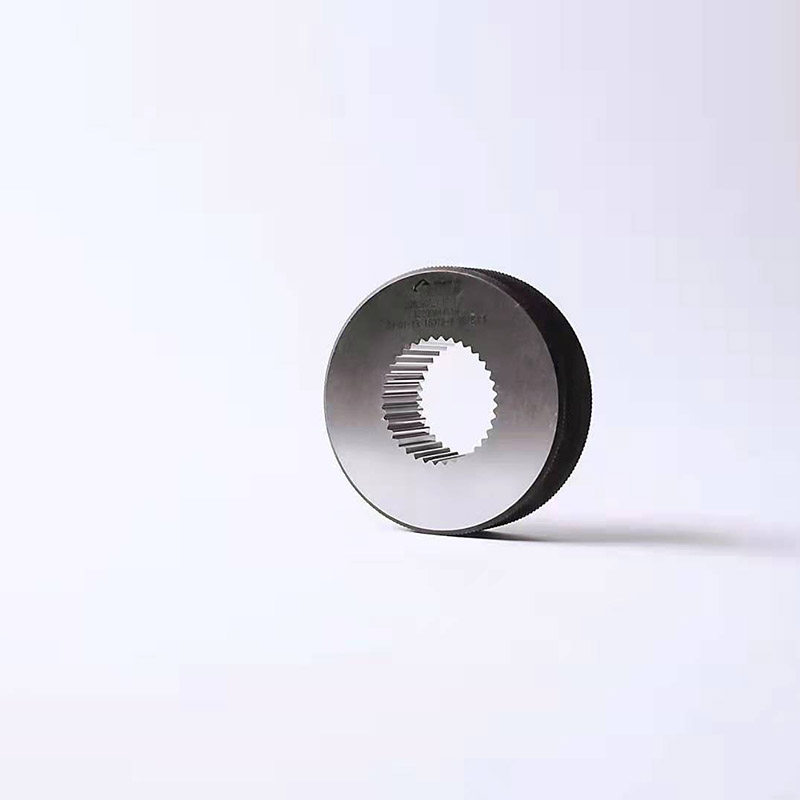
拉刀正确的保养及维护方法:(1)请勿在拉床床等硬物体上放置拉刀,避免与硬物碰撞,以免损伤刀齿。(2)拉刀使用完毕,清洗干净后垂直吊在架上,以免拉刀因自重而弯曲变形。在架上各拉刀之间,为防止两拉刀相撞而损坏齿,应用板子分开或保持足够距离。(3)在运输拉刀时,更应注意对拉刀齿的保护。拉刀应在专用的木箱中放置牢固,避免在运输过程中发生滚轮碰撞损伤。如运输用的拉刀超过两把,请用木板隔开或分箱放置,以免碰撞。