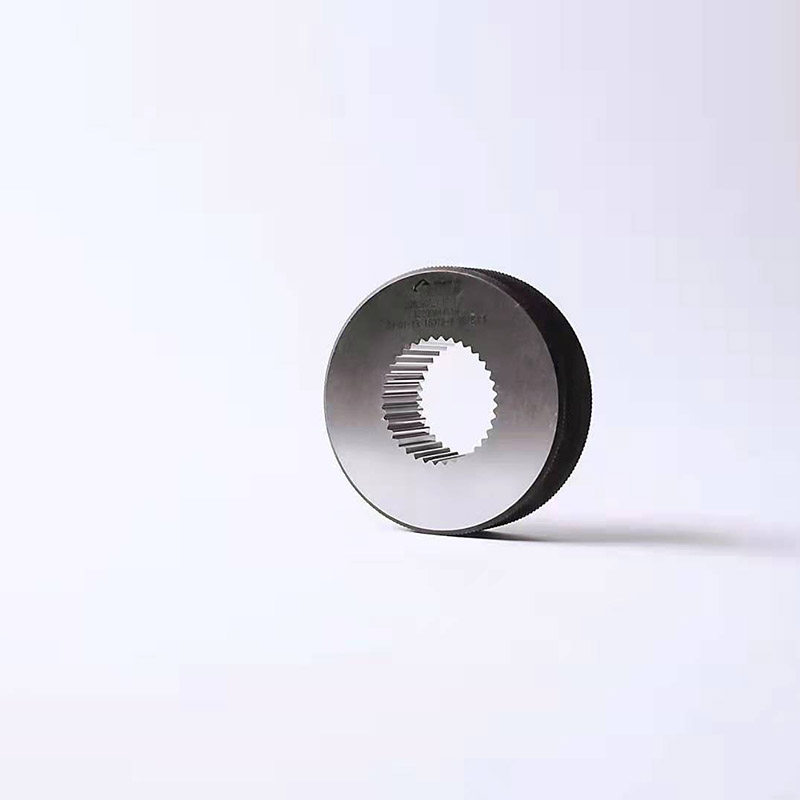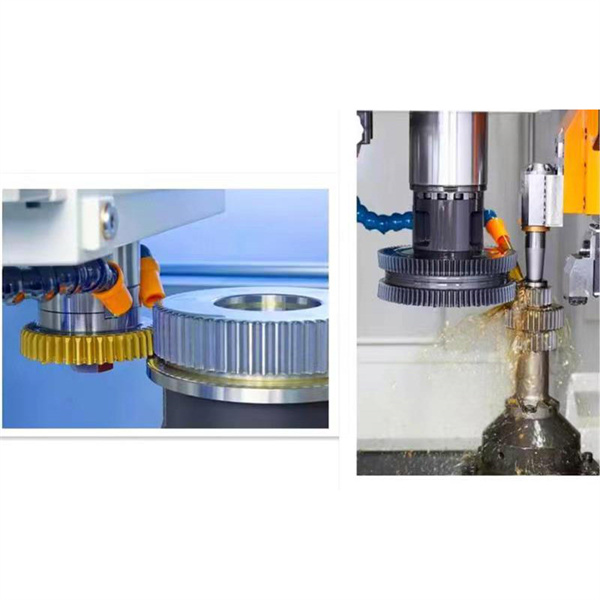
型号 三角花键轴插齿刀的转动运动和产品工件的转动运动构成复合型运动,产生产品工件的渐开线齿轮齿廓;插齿刀的往复式运动产生产品工件齿长方位的输电线,是一个简易运动,也是插齿时的主运动。 插齿时,最先是插齿刀相对性产品工件作轴向进入,直至全齿深时终止进入,复合型运动,切齿深及时时,产品工件再掉转一圈后,齿轮加工完善,随后插齿刀与产品工件迅速分离,数控车床全自动终止。

1. D1 它有极高的硬度和耐磨性,与金属摩擦系数很小,切削刃极锋利,能切下极薄切屑,有很好的导热性,较低的热膨胀系数,但它的耐热温度较低,在700~800℃时易脱碳,失去硬度,抗弯强度低,对振动敏感,与铁有很强的化学亲合力,不宜加工钢材,主要用于有色金属及非金属的精加工,超精加工以及作磨具、磨料用。2.立方氮化硼:是由立方氮化硼(白石墨)在高温高压下转化而成的,其硬度仅次于金刚石,耐热温度可达1400℃,有很高的化学稳定性,较好的可磨性,抗弯强度与韧性略低于硬质合金。一般用于高硬度,难加工材料的半精加工和精加工。
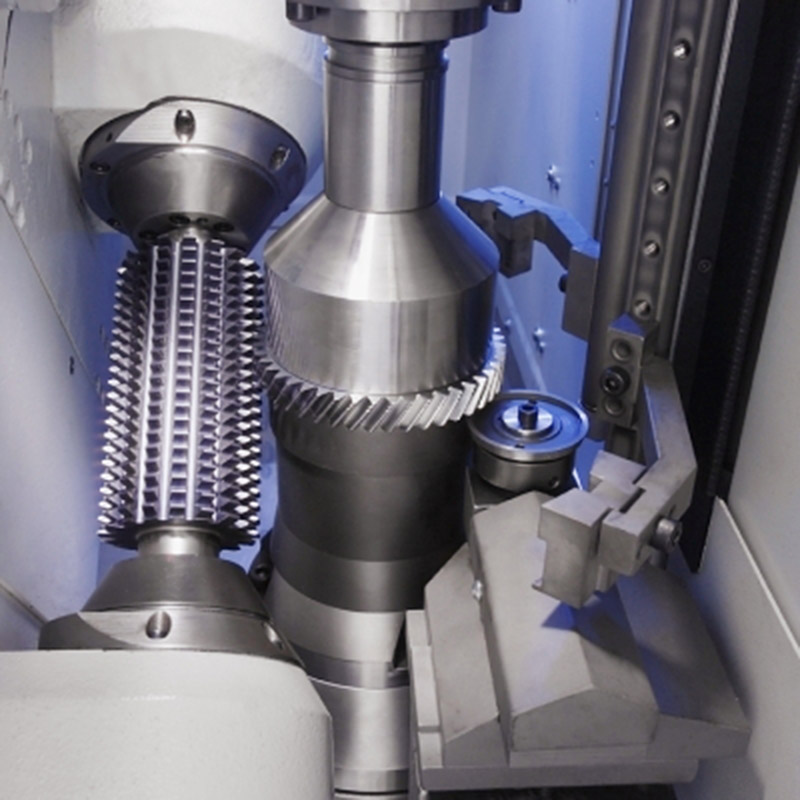
型号 滚刀的两边刃口是前边与侧铲表面的交线,它理应遍布在蜗杆螺旋式表面上,外螺纹齿侧边是渐开螺旋面,在与基圆柱体相交的随意平面图和渐开螺旋面的交线是一条平行线,其端模型是渐开线齿轮,渐开线齿轮蜗杆径向模型与渐开螺旋面的交线是曲线图,用这类基本上挤出机螺杆生产制造的滚刀,沒有齿型设计方案偏差,钻削的传动齿轮精度高。

型号 齿刀沿圆柱体或锥体作涡状线排序的传动齿轮加工数控刀片,用以按展成法加工斜齿圆柱齿轮﹑蜗轮蜗杆和别的圆柱型带齿的产品工件,依据主要用途的不一样,滚刀分成蜗轮蜗杆滚刀﹑同步皮带滚刀、非渐开线齿轮展成滚刀和定装滚刀等。