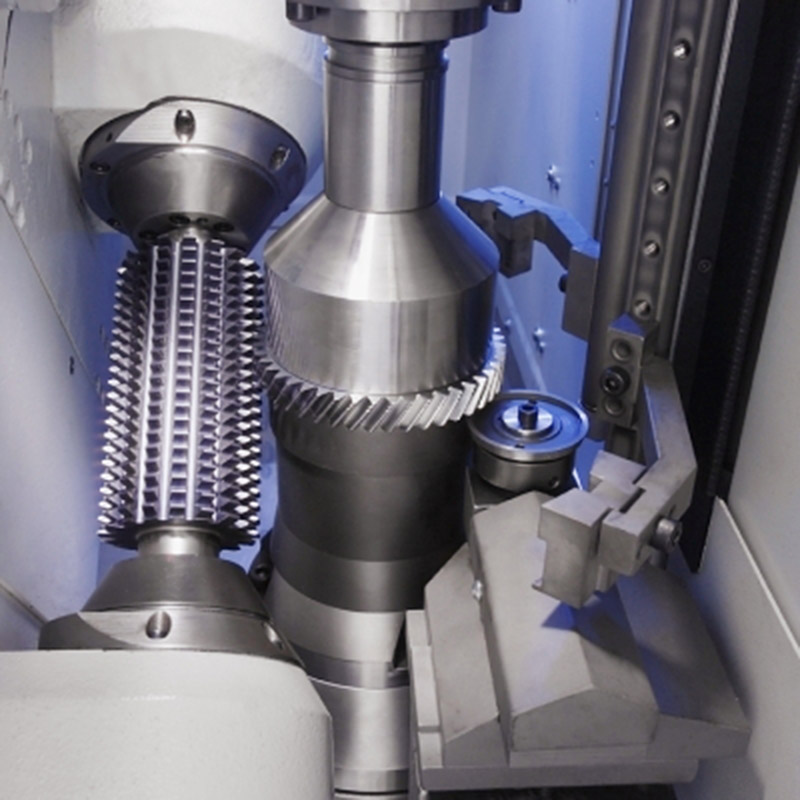
型号传动齿轮滚刀是加工直齿和斜齿斜齿圆柱齿轮常见的数控刀片之一,一般来说滚齿的生产率比插齿高。依照其构造不一样,可分成总体滚刀和镶片滚刀二种;按变位系数尺寸,能够分成小变位系数、中变位系数和大变位系数滚刀;按加工主要用途可分成粗加工滚刀和精加工滚刀。

首先、在购买一把放心的拉刀之前,我们必须首先确定该公司的资质证书。是否属于知名企业,资质证书如何?顾客评价如何?其次、为什么公司能向客户展示一把性能优异、质量高的拉刀?这就需要确定公司的资源是否有强大的服务支持,一般能稳定运营十几年以上;第三、商品特性,特性稳定,用过的客户续利率95%以上的公司,商品特性无疑不容易差;第四、产品报价透明,不二次收费,好的怕很贵,便宜的又怕不好,所以要估计商品的性价比高,同样的配置,同样的特点,大多数价格都起着根本的作用;最后、也是最重要的就是售后维修服务,售后维修服务能否保证7*24小时在线客服+技术咨询,及时及时的服务项目,让客户放心。

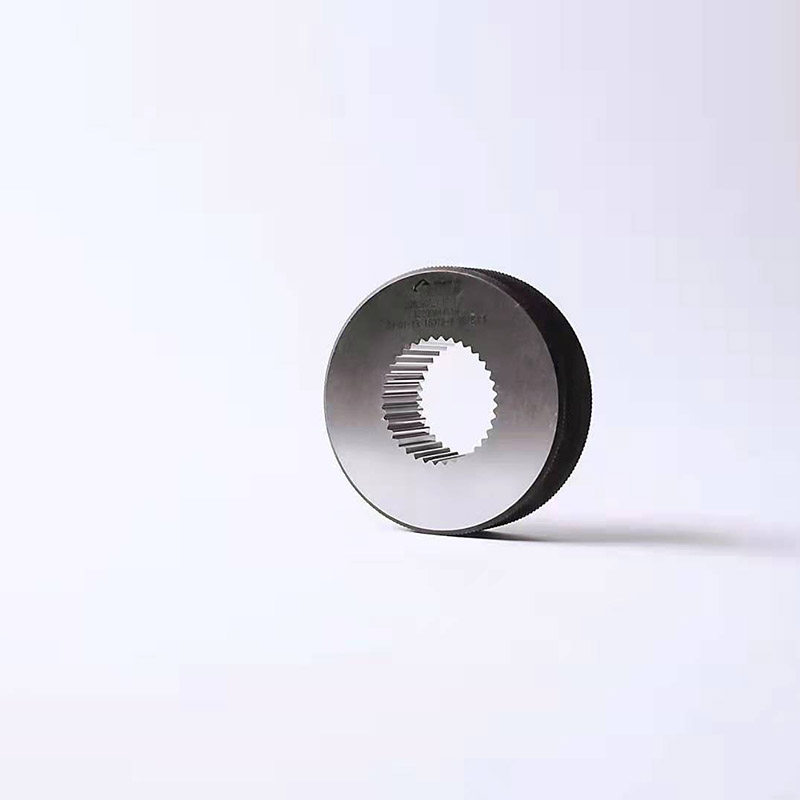
型号 插齿刀的头颈和各自建在头颈两边的锥柄和齿部,锥柄与头颈的一端一体成形联接,齿部与头颈的另一端可拆式联接;在头颈的另一端配有转动轴,转动轴沿头颈的径向突显拓宽,转动轴包含先后联接的支撑点段和外螺纹段,在外螺纹段上设定有防松螺母;沿齿部的枢轴线设定有安裝孔,安裝孔与支撑点段相互配合。
1. D1 它有极高的硬度和耐磨性,与金属摩擦系数很小,切削刃极锋利,能切下极薄切屑,有很好的导热性,较低的热膨胀系数,但它的耐热温度较低,在700~800℃时易脱碳,失去硬度,抗弯强度低,对振动敏感,与铁有很强的化学亲合力,不宜加工钢材,主要用于有色金属及非金属的精加工,超精加工以及作磨具、磨料用。2.立方氮化硼:是由立方氮化硼(白石墨)在高温高压下转化而成的,其硬度仅次于金刚石,耐热温度可达1400℃,有很高的化学稳定性,较好的可磨性,抗弯强度与韧性略低于硬质合金。一般用于高硬度,难加工材料的半精加工和精加工。