其它刀具材料:(1)陶瓷刀具:是以氧化铝(Al2O3)或以氮化硅(Si3N4)为基体,再添加少量金属,在高温下烧结而成的一种刀具材料。一般适用于高速下精细加工硬材料。一些新型复合陶瓷刀也可用于半精加工或粗加工难加工的材料或间断切削。陶瓷材料被认为是提高生产率的最有希望的刀具材料之一。(2)人造金刚石:它是碳的同素异形体,是目前最硬的刀具材料,显微硬度达10000HV。

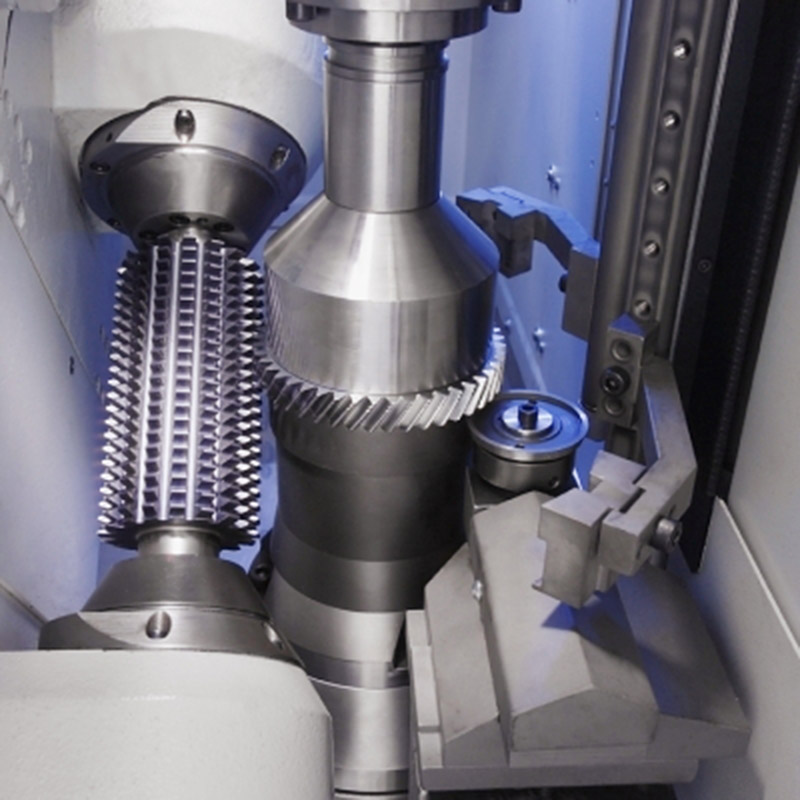
型号加工斜齿轮时﹐根据装在主轴轴承上的配件(螺旋式滑轨)使插齿刀随左右运动而作相对应的额外旋转,选用硬质合金刀具插齿刀﹐数控刀片主轴轴承的四冲程数达到2000次/分﹔选用负压滚动轴承和负压导轨滑块﹔由刀台晃动让刀﹐以降低冲击性。

拉刀的构造、刀齿形状与拉削方法有关。拉削方法一般分为分层拉削和分层拉削两大类。前一种又分为形式和渐进形式;后一种又分轮切式和综合式。成形拉刀的每一种刀齿的外形都与被加工表面的最终形状相似;渐成式拉刀的刀齿形状和产品齿形不同,其形状是由各刀齿顺序钻削后慢慢产生的。轮切拉刀由若干个刀齿组成,每组直径相同的刀齿分别切去一层金属材料中的一层。